

Blue Cube Systems






Blue Cube Systems is a technology company focused on real-time in-line instrumentation for the mineral processing industry. It provides analysers that deliver consistent benefits for mineral processing plants.
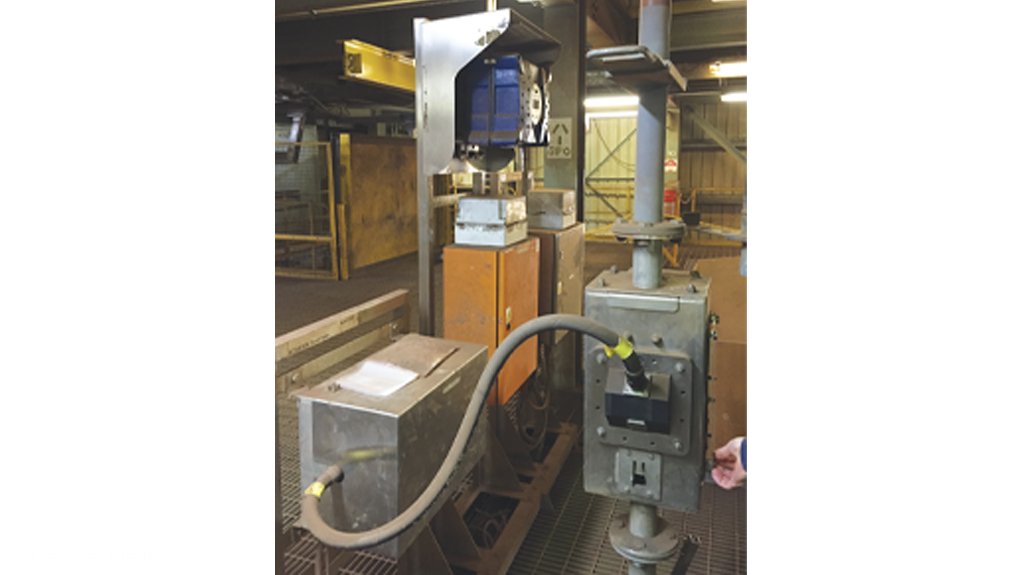
The Mineral Quantifier in-line, or MQi, Analyser technology is based on diffuse reflective or absorption spectroscopy combined with proprietary chemometric techniques adapted for the measurement of dry mineral streams, mineral slurries and hydrometallurgical applications.
Blue Cube Systems’ unique products allow for safe, in-line optical analysis for process optimisation. The MQi Analyser detects optical differences in the near ultraviolet, visible and near infrared ranges. The system is designed for real-time, accessible data required for optimum process control. Measurements are immediately available via the plant control room as well as a designated web portal.
The technology is applied to provide fast and reliable in-line measurements, enabling process control, rapid stabilisation and optimised settings for process equipment. Measurements are taken in-situ at 15-second intervals, with samples required only for calibration purposes.
The company’s latest product, the Blue Cube Sample Optimiser system, is designed to reduce the time and resources required for on-site reference sample collection, optimises timing for sample-taking and consequently improves the calibration accuracy of its associated in-line analyser.
Blue Cube Systems was established in March 2001 and is based in Neutron Street, Technopark, Stellenbosch.
The company sources high-quality components globally and manufactures its analysers in-house, according to CSA and CE certification standards.
Blue Cube Systems has a number of installations across the world, in various industries and all its installations are sup-ported and monitored on a daily basis.
Article Enquiry
Email Article
Save Article
Feedback
To advertise email advertising@creamermedia.co.za or click here
Research Reports

Projects


Latest Multimedia


Latest News


Showroom

SafeQuip is a leading distributor and manufacturer of fire safety solutions, offering a comprehensive range of products designed to meet all...
VISIT SHOWROOM
The Beneficiation Academy is a certified training institution that follows all compliance legislation and is accredited with various Sector...
VISIT SHOWROOM



Press Office
Announcements
What's On
Subscribe to improve your user experience...
Option 1 (equivalent of R125 a month):
Receive a weekly copy of Creamer Media's Engineering News & Mining Weekly magazine
(print copy for those in South Africa and e-magazine for those outside of South Africa)
Receive daily email newsletters
Access to full search results
Access archive of magazine back copies
Access to Projects in Progress
Access to ONE Research Report of your choice in PDF format
Option 2 (equivalent of R375 a month):
All benefits from Option 1
PLUS
Access to Creamer Media's Research Channel Africa for ALL Research Reports, in PDF format, on various industrial and mining sectors
including Electricity; Water; Energy Transition; Hydrogen; Roads, Rail and Ports; Coal; Gold; Platinum; Battery Metals; etc.
Already a subscriber?
Forgotten your password?
Receive weekly copy of Creamer Media's Engineering News & Mining Weekly magazine (print copy for those in South Africa and e-magazine for those outside of South Africa)
➕
Recieve daily email newsletters
➕
Access to full search results
➕
Access archive of magazine back copies
➕
Access to Projects in Progress
➕
Access to ONE Research Report of your choice in PDF format
RESEARCH CHANNEL AFRICA
R4500 (equivalent of R375 a month)
SUBSCRIBEAll benefits from Option 1
➕
Access to Creamer Media's Research Channel Africa for ALL Research Reports on various industrial and mining sectors, in PDF format, including on:
Electricity
➕
Water
➕
Energy Transition
➕
Hydrogen
➕
Roads, Rail and Ports
➕
Coal
➕
Gold
➕
Platinum
➕
Battery Metals
➕
etc.
Receive all benefits from Option 1 or Option 2 delivered to numerous people at your company
➕
Multiple User names and Passwords for simultaneous log-ins
➕
Intranet integration access to all in your organisation
