

Don’t ignore the remote revolution!









This article has been supplied as a media statement and is not written by Creamer Media. It may be available only for a limited time on this website.
Maximise plant productivity by using remote monitoring to enable predictive, condition-based maintenance
If you’re in charge of maintenance, your job is to look after your company’s processing plants, ensuring safe inspection and servicing, making best use of time and resources, and ultimately maximising uptime.
But there’s a revolution happening right now in the mining and mineral processing industry that’s already making that job much easier and giving companies competitive advantage – intelligent remote monitoring is driving new predictive, condition-based maintenance regimes.
Unlike many headline-grabbing innovations, remote monitoring is not rocket science, it’s not scary and it’s not even expensive. Using the same wireless technology we use at home, remote monitoring systems can usually be retrofitted to existing manufacturing plant – that’s why the technology is rapidly becoming a must-have to achieve productivity gains.
Now is the time to get on board!
The problem is that traditional inspection regimes are time-consuming and inefficient. Like when the equipment to be inspected is located so far away that the inspection time is a tiny fraction of the time it takes to get there. Or inspection involves complex procedures and supervision to ensure safe access. Or the whole plant needs to shut down just to inspect one specific component. Or an inspection takes days to complete but no maintenance is actually needed. Does this represent good use of time and resources?
As a result, the inspection of some components can get pushed to the bottom of the ‘to do’ list – maintenance only becomes a priority when there’s a problem that needs fixing. That could mean unscheduled downtime. And do you stock the parts for every eventuality or accept that some spares may take weeks to arrive and run inefficiently in the meantime.
Surely there’s a better way? Just imagine…
Just imagine if you only needed to gain access when you knew maintenance was needed in the near future. Imagine if you could move away from a ‘lagging’ indication of your plant performance – being made aware when something goes wrong – to ‘leading’ indication where you are forewarned about the condition of components and can plan maintenance at a time that suits your schedule.
Remote monitoring enables this kind of real-time, condition-based, predictive maintenance. That means you only need to physically inspect a piece of equipment when the data tells you that a service is needed or the end of life is approaching. This also has the advantage of giving you plenty of time to arrange a full inspection, order the required parts, book contractors to carry out maintenance, and plan the work during scheduled downtime.
In recent years we’ve seen remote monitoring and condition-based maintenance start to rewrite the rule book on how to maximise production efficiency in manufacturing. And now it’s breaking big into bulk materials handling. Given that mining and minerals processing represents the biggest flow of materials in the global economy, the scale of the benefit to productivity is vast.
For example, consider how remote monitoring can apply to the humble conveyor belt cleaner, a device that’s essential for controlling spillage and preventing build-up around your processing plant:
- Lower safety risk: Every conveyor belt inspection involves risk, such as stored energy, working at height or accessing confined spaces. Smart remote monitoring reduces exposure to that risk allowing ongoing inspection without the need to visit each belt.
- Fewer maintenance tasks: The job of regularly inspecting the head pulley on each of your conveyors can be onerous, especially if your technicians are at the other end of the country. Smart monitoring means making far fewer maintenance visits without sacrificing uptime – the conveyor is stopped only when servicing is needed.
- Better budgeting: Belt cleaners can wear at different rates according to several factors. Smart monitoring enables data gathering over time to predict when replacements are needed so belt cleaning costs for each conveyor, and each plant, can be forecast.
- Improved inventory: Stocking parts for every contingency is not a good use of cash. But ordering parts at the last minute could mean running belts with sub-optimal cleaning efficiency. Smart monitoring means parts can be automatically ordered in time for servicing.
Of course, conveyor belt cleaners are probably not at the top of anyone’s priority list.
But that’s the whole point.
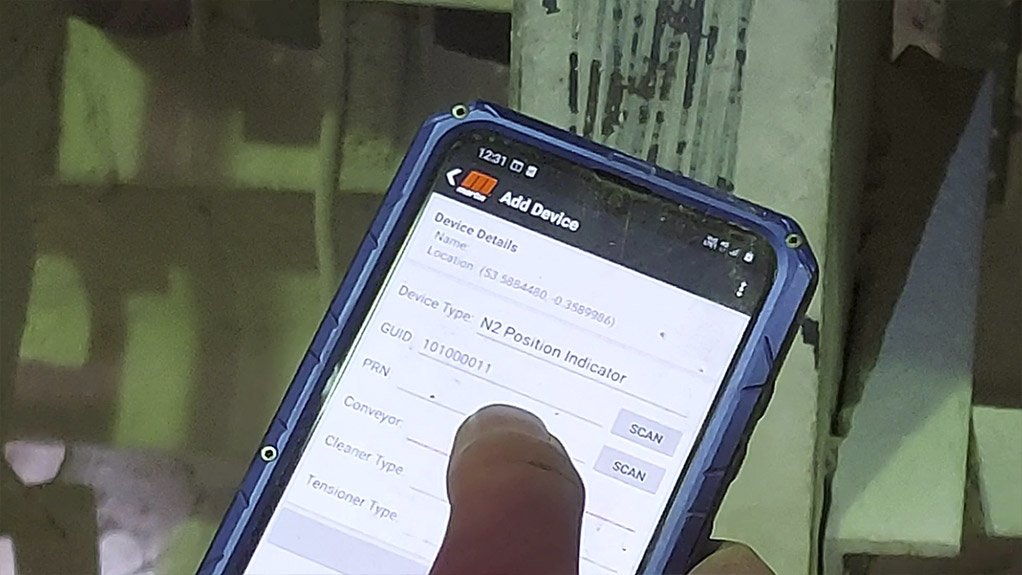
Remote monitoring means that you don’t need to worry about things like belt cleaners. With devices like Martin Engineering’s pioneering N2 Position Indicator (PI) installed, it’s the technology that does the legwork and provides the notification when servicing is needed. In the meantime you can be confident your spillage is being controlled thanks to a smart-yet-simple upgrade.
The N2 PI – which can be retro-fitted to most belt cleaner mainframes or as part of a new installation – feeds data about the performance and condition of your conveyor belt cleaners to a central ‘gateway’. The gateway then uploads the information to a cloud-based server. That data is analysed then easily accessed via a dedicated app on your mobile device or laptop so you can remotely monitor your belt cleaners, predict and plan maintenance, and benchmark and optimise performance. Or the team at Martin Engineering can do all that for you – the choice is yours.
Keeping your processing plant running is the key to getting optimum efficiency from your operational assets. Smart remote monitoring – along with the condition-based and predictive maintenance it facilitates – is the route that more and more companies are now taking to achieve that. Make sure you don’t get left behind!
Martin Engineering’s N2 Position Indicator (PI) system is proven in the USA. The patented technology is now being trialled in the UK with a roll-out across Europe, Middle East, Africa and India in 2021. N2 PI delivers conveyor blade performance data direct to your desktop or mobile phone, reducing inspection frequency and unplanned downtime. The PI is the first in a range of smart N2 remote monitoring devices designed to further optimise plant productivity and performance.
Comments
Research Reports

Projects


Latest Multimedia


Latest News


Showroom

ESAB South Arica, the leading supplier of high-end welding and cutting products to the Southern African industrial market is based in...
VISIT SHOWROOM
Multotec, recognised industry leaders in metallurgy and process engineering help mining houses across the world process minerals more efficiently,...
VISIT SHOWROOM



Announcements
What's On
Subscribe to improve your user experience...
Option 1 (equivalent of R125 a month):
Receive a weekly copy of Creamer Media's Engineering News & Mining Weekly magazine
(print copy for those in South Africa and e-magazine for those outside of South Africa)
Receive daily email newsletters
Access to full search results
Access archive of magazine back copies
Access to Projects in Progress
Access to ONE Research Report of your choice in PDF format
Option 2 (equivalent of R375 a month):
All benefits from Option 1
PLUS
Access to Creamer Media's Research Channel Africa for ALL Research Reports, in PDF format, on various industrial and mining sectors
including Electricity; Water; Energy Transition; Hydrogen; Roads, Rail and Ports; Coal; Gold; Platinum; Battery Metals; etc.
Already a subscriber?
Forgotten your password?
Receive weekly copy of Creamer Media's Engineering News & Mining Weekly magazine (print copy for those in South Africa and e-magazine for those outside of South Africa)
➕
Recieve daily email newsletters
➕
Access to full search results
➕
Access archive of magazine back copies
➕
Access to Projects in Progress
➕
Access to ONE Research Report of your choice in PDF format
RESEARCH CHANNEL AFRICA
R4500 (equivalent of R375 a month)
SUBSCRIBEAll benefits from Option 1
➕
Access to Creamer Media's Research Channel Africa for ALL Research Reports on various industrial and mining sectors, in PDF format, including on:
Electricity
➕
Water
➕
Energy Transition
➕
Hydrogen
➕
Roads, Rail and Ports
➕
Coal
➕
Gold
➕
Platinum
➕
Battery Metals
➕
etc.
Receive all benefits from Option 1 or Option 2 delivered to numerous people at your company
➕
Multiple User names and Passwords for simultaneous log-ins
➕
Intranet integration access to all in your organisation
